Как сделать заточное приспособление для сверл. Приспособления для заточки сверла по металлу. Особенности работы сверл
Для улучшения качества своей работы мастера часто делают станок для заточки сверл своими руками. При использовании сверл нужно обращать внимание на их остроту и отсутствие повреждений – от этого зависит качество сверления. Раньше заточку делали вручную, но сегодня можно купить специальный станок или сделать его своими силами по индивидуальным параметрам.
Особенности процесса сверления, влияющие на остроту сверл
Сверление повсеместно встречается в условиях домашнего и производственного пользования. В этом процессе режущие кромки создают углубления в поверхности при вращении. Их мощностей достаточно, чтобы воздействовать на большинство материалов, и даже металл. Наличие спирального канала выводит отходы работы и пыль, поэтому сверлить можно без остановок. Но эти частицы стирают устройство сверла, приводя к его изнашиванию. Предотвратить это может периодическая заточка.
Износ сверла напрямую зависит от длительности его использования.
Быстрее всего повреждение наступает при работе с металлом и деревом. Проблему можно заметить при обнаружении специфического скрипучего звука. В результате не только ухудшается качество сверления, но и повышается нагрев инструмента, что может вывести его из строя. При сильном износе сверла ухудшение остроты можно ощутить даже касанием.
Виды заточки:
- Одноплоскостная – используется для больших сверл. Это сильная заточка, способная крошить материал, поэтому нужно быть осторожным. Деталь нужно перемещать на круговой поверхности, не смещая положение, чтобы не повредить поверхность.
- Коническая – применяется для крупных сверл. Их нужно удерживать обеими руками, так как при воздействии на деталь она может соскользнуть.
- Доводка – это заключительный этап, который выравнивает единичные неровности и шлифует поверхность.
Чаще всего используются спиральные легированные сверла, имеющие укрепляющие напайки. Бывают и плоские модели, для больших отверстий. Независимо от параметров и диаметра им требуется заточка, предотвращающая износ.
Что понадобится для сборки станка для заточки сверл?
Не только шлифовка отвечает за режущие способности сверла, но и угол лопастей – чем он меньше, тем лучше сверление. Оптимальным углом считается 90°, для дерева требуется 100°, а пластмассе подойдет и 30°. Заточка улучшает угол режущей кромки и центрирует ее. Это выполняется наждачным покрытием, которое используется и в специализированном оборудовании или при ручной заточке. Станки могут быть промышленными или бытовыми, что определяет их габариты и мощность. Многие мастера создают собственное оборудование для заточки – это дешевое решение, часто не хуже производственной модели.
Лучше всего выполняется на специальных станках. Современный рынок предлагает большой выбор таких устройств, но не всегда их параметры соответствуют ожиданиям или же стоимость оказывается слишком высокой. В этом случае можно сделать станок своими силами, это требует только начальных технических навыков. Несмотря на меньшую мощность домашнего станка, он имеет ряд преимуществ по сравнению с промышленными аппаратами:
- использование однофазного потока электричества на 220В;
- индивидуальная настройка производительности;
- мобильность оборудования при установке ограниченного функционала;
- высокая производительность для необходимого типа сверл;
- простота ремонта и небольшие затраты сборки.

Правильный подход к созданию станка позволит получить эффективный аппарат для заточки. Для его сборки необходим тумблер, заглушка, точильный круг, достаточно сильный мотор, набор проводов, подставка и ось. Важно соблюдать технику безопасности, поэтому станок лучше укрыть в защитный корпус, видимым оставив только круг для вытачивания и ось. Для работы устройства используют как сеть постоянного питания, так и аккумулятор – для большей мобильности.
Сборка деталей в единый аппарат и обустройство элементов безопасности
Нужно предусмотреть поверхность для крепления станка. Для этого подходит стол из металла, на котором делают отметки под болты. Дальше нужно взять зернистый диск, который крепится на электродвигатель будущего станка. При несовпадении диаметров вала и диска их необходимо выровнять подручными инструментами. При совпадении же шайбу помещают на вал, после чего диск и, повторно, шайбу. На валу нужно предварительно сделать резьбу. Дальше устанавливают гайку крепления, а на круг надевается насадка против раскачки.

Можно добавить втулку, если у вала диаметр меньший за камень. В ней проделывается отверстие, которым она крепится к валу, так как втулка улучшит фиксацию и будет проворачиваться вместе с диском. Если не удается правильно подобрать электродвигатель, можно воспользоваться мотором со стиральной машины. С нее же могут устанавливаться провода, если у них три контакта в пригодном состоянии. Дальше подключается обмотка на линию фаз двух кнопок, отвечающих за включение и выключение станка. Таким образом, устройство будет срабатывать от простых команд кнопок.
Электродвигатель не представляет опасности в открытом виде, но ему стоит предусмотреть защиту. Мотор можно скрыть в металлический корпус, чтобы в нем не скапливалась пыль и не приникала влага. Поскольку при заточке свёрл выделяется много стружки, это создает опасность. Нужно соорудить защитный экран из стекла, который убережет глаза. Конечно, можно использовать и очки, но частицы металла могут отлетать в лицо. Также желательно сделать защитный кожух. Для этого подойдет покрышка, часть которой будет на треть закрывать точильный диск.
Затачиваем детали на самодельном станке
Если нет возможности достать электромотор, можно обойтись простой дрелью. Необязательно покупать новое устройство, подойдет и старый аппарат, в котором функционирует двигатель. Для создания станка ее нужно закрепить на поверхности, а в патрон установить универсальный диск (можно заменить точильным кругом) или втулку. При включении дрели она будет пригодной для работы над сверлами. Чтобы добиться наилучшей эффективности, нужно правильно подходить к процессу заточки. Поскольку в сверлах имеется две резьбы, при их обработке важно сохранить одинаковые размеры, чтобы ось вращения соответствовала центру сверления.
Перед началом заточки нужно проверить надежность крепления диска и защитных элементов. Понадобится от получаса для качественного результата. Каждый материал сверла имеет свои особенности заточки и сторону вращения, что необходимо изучить перед работой. В настольный станок устанавливается точило (абразивный диск или наждак) самого грубого формата. Это позволит выровнять основные повреждения. После этого нужно перейти на мелкий абразив, который будет шлифовать поверхность. Важно придерживаться одного угла заточки, хотя сверло и съезжает в процессе. Если это упустить, существует риск соскока и появления травм.
Важно избежать перегрева сверл. Это разрушает их пластины, поэтому нужно периодически опускать их в воду (этого нельзя делать, если сверло уже накалилось). В остальном же для заточки сверл достаточно простого мастерства. Соблюдение процедуры и правил безопасности позволит быстро затачивать сверла на самодельном станке и обойтись без дорогостоящего оборудования.
Как сделать приспособление для заточки сверл. Приспособление для ручной заточки спиральных свёрл. Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Но тут же возникла идея, как сделать заточку свёрл ещё более простой и удобной. В результате раздумий и опытов появилось нижеописываемое приспособление. Сначала потребовалось модернизировать - довести до ума имеющееся фабрично-китайское (типа немецкое) точило. Потому как работать с ним используя приёмы В.Леонтьева было практически невозможно.
Электроточило фабрично-китайского изготовления.

Хлипкий штатный кронштейн подручника.

Непригодная для работы конструкция подручника.
Вопервых кронштейн крепления подручника к кожуху диска слишком хлипкий, сделан из металла 2 мм толщины. При небольшом усилии гнётся. Поэтому, естественно, углы заточки получаются +/- километр! Да и форма подручника абсолютно не позволяет делать нормальный задний угол по методе В.Леонтьева, так как сверло при опускании хвостовика упирается в угол кронштейна. Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.

Плоскость площадки подручника гораздо ниже оси вращения диска.

Новый кронштейн крепления подручника.
Для нормального кронштейна был использован кусочек металла толщиной 4 мм, большего размера и дополнительные крепёжные винты. Старый кронштейн крепился на двух заклёпках, которые пришлось срезать. Теперь новый кронштейн гораздо жёстче, чем ранее. Также из кусочков уголка и полосы была сварена горизонтальная полка подручника с дополнительными крепёжными отверстиями. Её положение можно регулировать в некоторых пределах.

Сравнение толщины металла в новом и старом подручниках.

Новый кронштейн крепится в 5 точках.

Детали приспособления. Кронштейн. Подручник. Поворотная пластина...
Далее было изготовлено непосредственно само приспособление. Оно представляет из себя поворотную пластину с приваренной втулкой, которая может качаться на оси, закреплённой в проушине, которая в свою очередь крепится к подручнику. Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.

Приспособление в сборе. Пластина в горизонтальном положении.

Приспособление в сборе.

Приспособление для заточки.
Сначала вместо этой пластины была опробована направляющая в виде кусочка уголка (как на видео у В.Леонтьева), но этот вариант совсем не годится - сверло трудно нормально зафиксировать (оно пытается убежать вправо при касании с диском), тем более что его требуется ещё и подавать вперёд при формировании заднего угла. В общем уголок (он есть на фото) совершенно не годится.

Приспособление в нижнем положении.

Работа с приспособлением напоминает движения автора видеоуроков, только вместо пальца и глазомера используется ось качания и установленный угол заточки сверла. Значительно удобнее с приспособлением контроль параллельности диску обрабатываемой режущей кромки сверла. Нужно просто повернуть пластину вниз и прижать сверло в пазу таким образом, чтобы линия режущей кромки была параллельна плоскости пластины - оси качания пластины. Этот момент показан на фото.



Установка сверла на подручник к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо одновременным движением опускать пластину вниз и подавать само сверло вперёд к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке заднего угла. Симетрию кромок контролирую точно также, как и в видеоуроках. Кстати, вместо качающейся пластины можно установить на подручник кусочек уголка с фиксированными углами - заточки и задним - это для заточки твердосплавных буров. Нужно только по месту определить необходимую длину сторон уголка для получения нужного заднего угла заточки, так как он зависит и от диаметра диска и местоположения подручника относительно оси вращения диска.

Установка сверла в направляющий паз пластины.

Контроль установки сверла. Режущая кромка сверла параллельна поверхности пластины.

Конфигурация направляющего паза.

Приспособление для ручной заточки спиральных свёрл.
В принципе, привести затупившийся инструмент в надлежащее состояние можно и вручную. Но насколько будет высока скорость и точность при такой технологии? Кроме того, если сверло твердосплавное, сделать это довольно сложно. Автор предлагает своими руками собрать станок для заточки сверл, который позволит пользоваться ими многократно.
Оборудование промышленного изготовления стоит довольно дорого – от 43 900 рублей.
Правда, китайские изделия (например, «GQ-D13») можно купить и за 6 800 – 7 200.
Но вряд ли такие дешевые модели устроят домашнего мастера, если учесть, что корпус из пластмассы, а мощность двигателя в пределах 80 – 120 Вт. Кроме того, на них можно затачивать только некоторые типы сверл, поэтому об универсальности использования говорить не приходится. Следовательно, такие станки – не в счет. Целесообразность изготовления своими руками «точила» для бытового применения более чем очевидна.

В данной статье не рассматриваются варианты изготовления заточного станка на основе УШМ («болгарка» есть не в каждом доме, а покупать ее только для этих целей вряд ли кто станет) или эл/дрели (к которой придется еще искать в магазинах специальные приспособления). Самый простой и удобный вариант – традиционное «точило» из подручных материалов, с которым сталкивался практически любой из нас, причем не единожды.
В конструкции такого станка ничего сложного нет. Однако ряд особенностей в его сборке своими руками имеется, и вот на это автор и обращает внимание. Разобравшись со всеми нюансами, сделать установку для «домашнего» применения труда не составит ().

Что понадобится для сборки
Эл/двигатель
На станке в быту затачиваются разные сверла, в том числе, и большого диаметра. К тому же первичная обработка режущих кромок инструмента и их доводка – это отдельные этапы работы. Поэтому придется менять круг и ставить тот, что есть под рукой из заранее купленных. Так как станок – оборудование долговременного использования, необходимо монтировать его на перспективу. Исходя из этого:
- мощность двигателя: достаточно порядка 1,2 – 1,5 кВт;
- питание: однофазное. Любой гараж или небольшая мастерская (сарай) на участке, за редким исключением, подключается к линии 1ф 220/50. Из этого нужно и исходить.
Точильный круг
 Причем их должно быть несколько, с различной зернистостью. Для надежной фиксации абразива на валу движка готовятся втулки, которые зажимают его с двух сторон.
Причем их должно быть несколько, с различной зернистостью. Для надежной фиксации абразива на валу движка готовятся втулки, которые зажимают его с двух сторон.
Заточное приспособление
Можно ограничиться и простейшей «полочкой», но тогда не удастся выдержать требуемый угол. Такая работа требует большого практического опыта.
Приспособление можно и приобрести, хотя в продаже оно встречается довольно редко.
Оптимальный вариант – изготовить своими руками. Например, вот такие:
Элементы схемы
- Пускатель магнитный (с 3-мя парами контактов) для схемы 3 ф.
- Кнопка «пуск/останов» или 2 разные – для включения и выключения станка. И обязательно третья – аварийной остановки. Ее часто совмещают с педалью, что намного удобнее и безопаснее, так как при заточке сверл руки будут заняты.
- Провода. При указанной мощности двигателя достаточно на 1 «квадрат».
Простейшие схемы включения для трехфазных двигателей приведены на рисунках:
Приемлемую несложно найти в интернете, в зависимости от того, какой именно двигатель используется, как соединены его обмотки («звездой» или «треугольником»), к какому источнику напряжения он будет подключен (1 или 3 фазы).
Элементы защиты
- Кожух над кругом.
- Экран (желательно).
Есть определенные разновидности работы, при выполнении которой заточка сверл производится только на станочном оборудовании, а не вручную.
- При сверлении на большую глубину, когда требуется незначительная подточка.
- Если сверла – универсальные, позволяющие работать даже с материалами повышенной плотности.
- Для проделывания «глухих» отверстий специальным инструментом.
Производить заточку сверл с помощью «болгарки» не рекомендуется по нескольким причинам. Во-первых, УШМ вряд ли удастся надежно зафиксировать. Во-вторых, точность будет неудовлетворительной. В-третьих, после окончания такой заточки правильную доводку сверла сделать довольно трудно. В-четвертых, такая методика подходит лишь для частичного восстановления работоспособности инструмента сравнительно малого диаметра (не более 5).
Изготовить станок – это еще не все. Его необходимо правильно разместить, чтобы затачивать сверла было максимально удобно. Место, высота установки – личное дело мастера. Но есть общее требование – исключить малейшую вибрацию оборудования и обеспечить его горизонтирование.
Если верстак в гараже довольно «хлипкий», придется монтировать специальный столик на металлических ножках. Для этого подойдет крупный уголок, труба или швеллер. Столешница, с учетом веса станка (в первую очередь, двигателя) должна быть прочной. Тонкое листовое железо – не вариант. Подставку под станок можно сделать и из древесины, но достаточной толщины. Его крепление также требует внимания. Оно должно быть максимально надежным, во всех предусмотренных на станине движка точках, и только на болтах.
Определяясь со схемой включения двигателя, нужно предусмотреть возможность изменения числа оборотов. Так как придется работать с различными сверлами, необходимо знать – чем тверже материал инструмента, тем ниже должна быть угловая скорость вращения абразивного круга.

Как показывает практика, не все малоопытные мастера понимают, когда сверло нуждается в заточке. Признаки, свидетельствующие, что инструмент затупился:
- скрежет (иногда «гудение») на начальном этапе сверления;
- быстрый нагрев металла, нередко сопровождающийся характерным запахом.
Несвоевременная заточка существенно сокращает срок службы сверла и является наиболее частой причиной его поломки.
В арсенале любого мастера, как правило, присутствуют сверла. Для того чтобы данные режущие приспособления функционировали исправно, требуется, чтобы они были качественными и достаточно острыми. Не секрет, что со временем любое сверло, даже изготовленное из суперпрочного закаленного сплава, теряет свою остроту. В таком случае необязательно его выбрасывать — рачительный мастер может восстановить геометрию и работоспособность затупившегося сверла. Данные работы вполне можно произвести самостоятельно, применив несложные приспособления наподобие точильного круга.
Для хозяйственных нужд чаще всего используются сверла небольшого диаметра – не более 16-18 мм. В отличие от аналогов для обработки древесины, которые могут служить в течение длительного времени без всякого затачивания, сверла по металлу для эффективного использования должны быть исключительно острыми. Тем не менее, в процессе обработки металла они довольно быстро изнашиваются. Такой режущий инструмент, начиная затупляться, при эксплуатации издает неприятный резкий скрип. При сверлении металла наблюдается значительное нагревание режущих кромок, в таких случаях отвод тепла от их уголков сильно затруднен. Соответственно, сверло тупится начиная с уголка, и постепенно данный процесс охватывает всю кромку, и она становится заметно закругленной. Далее начинается истирание задних граней и сминаются режущие кромки. Без заточки такой инструмент в процессе эксплуатации станет перегреваться, и процесс изнашивания его значительно ускорится.
Каждый раз выбрасывать сверла и приобретать новые довольно накладно. Во избежание этого необходимо вовремя выполнять заточку. Удобно выполнять ее, используя специализированное оборудование. Восстановить работоспособность сверла можно также самостоятельно — для заточки сверла по металлу своими руками можно обойтись использованием подручных инструментов с приспособлением в виде точильного круга.
В домашних условиях для заточки сверла по металлу применяют приспособления в виде:
- шлифмашины;
- электроточила;
- электродрели, оснащенной специальной насадкой.
Подобное оборудование наверняка найдется почти в каждой мастерской либо в гараже. В целом, подойдет любое приспособление, электродвигатель которого сможет обеспечить необходимое число оборотов – порядка 1000-1500 об/мин. Потребуется собрать платформу для установки мотора и присоединить к нему абразивный камень.
Технология затачивания сверла
Для получения отверстий в металле применяют спиральные сверла с выточенными продольными канавками, по которым уходит появляющаяся при обработке материала стружка. Вследствие наличия канавок на таком сверле имеются два винтовых пера (их также иногда именуют «зубы»). Ширина канавки и пера режущего инструмента должна быть примерно одинаковой. Сердцевина его определяется глубиной канавки. Следует учесть, что при чрезмерном увеличении ее более удобно размещается стружка, но толщина сердцевины уменьшается — вследствие этого она может быть ослаблена, в таком случае прочность сверла снизится.

Отклоненную назад под углом винтовую поверхность такого режущего инструмента, по которой стекает стружка, принято именовать передней гранью. Данный угол заточки сверла по металлу, образуемый винтовой канавкой, соответственно обозначают как передний. Благодаря наличию отклонения, металлическая стружка легко спускается по данной грани. Поверхность режущего инструмента, обращенную к детали, именуют задней гранью, а угол, на который она отклонена от поверхности резки – соответственно, задним углом. Такое отклонение помогает снизить трение инструмента при сверлении. Режущая кромка образуется на пересечении передней грани сверла с задней.
Заточку можно освоить, немного потренировавшись на вышедших из строя старых сверлах. Чтобы понять, как правильно заточить сверло по металлу, потребуется сначала потренироваться «держать» нужный нажим и наклон. Главное – научиться соблюдать передние и задние углы, а также не перетачивать переднюю грань. Выбрать угол наклона можно, отталкиваясь от диаметра режущего инструмента (в диапазоне от 1/4 мм до 1 см он меняется от 19 до 28°), а также от типа используемого материала (с повышением его мягкости наклон увеличивается). Таблица углов заточки сверла по металлу приведена ниже.

Затачивание следует осуществлять, обрабатывая задние грани сверла, при этом требуется, чтобы выточенные оба зуба получились идентичными. Достаточно сложно добиться получения нужной формы задней грани и выдержать необходимый задний угол наклона. Реализовать данные задачи непросто. Если условия не будут соблюдены, при сверлении металла трение задней поверхности и сопутствующее нагревание увеличатся — следовательно, долговечность данного режущего инструмента может несколько снизиться. На производстве для затачивания сверл по металлу применяется специальное оборудование, в домашних условиях потребуется произвести заточку упрощенным способом при помощи имеющихся в наличии приспособлений.
Подготовка к затачиванию сверла
Для выполнения работ по заточке сверла необходимо надлежащим образом подготовиться. Стоит учесть, что при взаимодействии вращающегося точильного камня и инструмента металлические частицы и искры могут разлетаться во все стороны, и при попадании на открытые участки тела, особенно в глаза, могут стать причиной серьезных повреждений. Таким образом, в процессе заточки сверла по металлу потребуется обязательно использовать защитные очки и перчатки.
Следует также учесть, что вследствие трения о вращающуюся плоскость точильного диска инструмент ощутимо нагревается, поэтому в процессе заточки потребуется периодически охлаждать его, чтобы не допустить перегрева. Для этого следует приготовить емкость, наполненную водой, в которую потребуется окунать обрабатываемое сверло. Если оно все же перегреется, то металл приобретет ненужную хрупкость и не сможет выдерживать значительные нагрузки, при дальнейшей службе такой инструмент быстро придет в негодность.
Способы заточки
Спиральные сверла широко применяют в бытовых условиях, с их помощью можно обрабатывать как древесину, так и металл. Такой режущий инструмент оснащают хвостовиком одно- либо двухплосткостной, конической, винтовой либо цилиндрической формы.
Способ заточки сверла по металлу зависит от того, какую форму требуется придать его задней поверхности. Одноплоскостное затачивание подразумевает ровное стачивание задней поверхности зуба в виде плоскости с соблюдением заднего угла наклона 29-30 °. При таком затачивании потребуется соблюдать максимальную аккуратность, так как есть опасность крошения режущей кромки. Данный метод оптимально подходит для сверл с небольшим диаметром (до 0,3 см).

Универсальные сверла с диаметром, превышающим 3 мм, чаще всего обрабатывают при помощи конической заточки. При этом необходимо по возможности повторить первоначальную заточку – в таком случае будут оптимально соблюдены нужные углы.
Вручную процедуру затачивания в упрощенном виде можно выполнить следующими способами:
- Возьмите сверло в левую руку недалеко от конуса, правой рукой необходимо захватить хвостовик. Прижмите заднюю поверхность сверла к точильной плоскости. Затем в направлении от режущей кромки потребуется непрерывно, медленно и плавно производить покачивание его рукой. Стоит учесть, что сверло не следует отрывать от точильного камня, пока задняя грань зуба не приобретет нужную форму конуса. Далее процедуру следует повторить для второго зуба.
- Как и при использовании вышеописанного метода, сверло потребуется держать левой кистью руки возле конуса, а в другую руку взять хвостовик. Далее потребуется прижать его к плоскости абразивного диска и, плавно вращая сверло вокруг своей оси, затачивать его заднюю поверхность. При этом не следует отрывать режущий инструмент от абразивного диска. Для максимально точного соблюдения нужного угла наклона сверла можно применить специальные втулки либо стойки.

После подобной обработки несложно получить хвостовик в виде конуса. Для домашнего сверла с диаметром до 1 см данной заточки может оказаться достаточно. При наличии инструмента большей толщины рекомендуется дополнительно немного подточить впереди в области хвоста режущую кромку – данная мера позволит облегчить процесс сверления.
При правильной заточке сверла по металлу должна быть соблюдена симметричность относительно оси. Требуется, чтобы его кромки были прямыми и одной длины. Кроме того, требуется получить равные углы (заострения кромки, а также задние) у вершины инструмента. Проверить качество его заточки несложно, применив шаблон, изготовленный из листового металла толщиной около 1 мм. При помощи его удобно контролировать величину угла заострения.

Победитовое сверло с напайками также может затупиться. Улучшить его остроту можно, применив электроточило с алмазным камнем (кроме того, для обработки твердого металла потребуется снизить скорость до минимальной). Затачивать такие сверла можно, если высота напайки составляет около 10 мм – в таком случае следует применить одноплоскостное затачивание короткими касаниями диска точила, придавая задней поверхности плоскую форму и стачивая ее до напайки. Кроме того, потребуется подточить и переднюю поверхность. Угол затачивания победита составляет 170°.
При проведении заточки не следует забывать, что в процессе трения об абразивный диск сверло в значительной степени нагревается. При возникновении перегрева металл размягчается, теряя при этом прочность. Чтобы сохранить максимальную работоспособность сверла в дальнейшем, в процессе заточки при нагревании необходимо периодически окунать его в емкость с водой либо раствор соды (машинным маслом при этом пользоваться не рекомендуется). Стоит учесть, что твердосплавные сверла в подобном охлаждении не нуждаются.
Если же вследствие каких-либо причин приходится затачивать инструмент всухую, то необходимо использовать минимальную скорость вращения затачивающего диска. Кроме того, потребуется последовательно снимать минимальный слой стружки, и при наличии малейших признаков перегревания останавливать процедуру до остывания металла. Потребуется постоянно следить, чтобы он нагревался не выше комфортной для рук температуры.
Заточку сверла рекомендуется выполнять в направлении, противоположном движению абразивного диска — в результате подобной обработки уменьшается риск смять и искрошить кромку. Обработанное таким способом сверло будет служить достаточно долго.
В условиях производства заточку сверл завершают доводкой с помощью точильного круга с мелкой зернистостью абразива. В результате проведения данной процедуры поверхности режущего инструмента можно придать максимальную гладкость, убрав при этом зазубрины. После нее сверло приобретает большую устойчивость к износу. Если у вас имеется такая возможность, после заточки следует выполнить доводку.
Заточка сверла по металлу — видео
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.
Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм

Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие. На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.
- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Рекомендуем также
 Западные ценности утрачивают свое влияние в мире?
Западные ценности утрачивают свое влияние в мире?
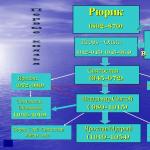 Сколько просуществовала династия Рюриковичей: схема с датами правления
Сколько просуществовала династия Рюриковичей: схема с датами правления
 Как выглядит икона иисуса христа в церкви
Как выглядит икона иисуса христа в церкви
 Большевизм: стирание истории русов на примере татар Вымышленная нация второсортных людей
Большевизм: стирание истории русов на примере татар Вымышленная нация второсортных людей
 Определение щелочности воды титриметрическим методом Как рассчитать щелочность воды формула
Определение щелочности воды титриметрическим методом Как рассчитать щелочность воды формула
 Стихотворение "кенгуру" гумилев николай степанович
Стихотворение "кенгуру" гумилев николай степанович